人們通過(guò)各種形式的傳統(tǒng)技術(shù)切割玻璃已有幾個(gè)世紀(jì)之久,通常是先用鋒利且堅(jiān)硬的工具(如金剛石或碳 化物砂輪)刻劃玻璃表面,然后施加機(jī)械掰斷力,讓玻璃沿劃痕完全分離。自動(dòng)式系統(tǒng)中,玻璃分離往往由壓到玻璃上的“閘刀桿”實(shí)現(xiàn)。
遺憾的是,這種方法有許多缺陷,尤其在如今平板顯示器(FPD)中越來(lái)越多地采用超薄基板的環(huán)境中,這些缺陷更加明顯。主要缺陷包括:刻劃工具施加的機(jī)械力會(huì)讓材料產(chǎn)生細(xì)微裂紋、后續(xù)掰斷步驟會(huì)造成小缺口和碎屑,而且切割邊緣也不一定與玻璃表面垂直。另外,機(jī)械切割會(huì)在成品邊緣留下相當(dāng)大的機(jī)械應(yīng)力。實(shí)際上,當(dāng)基板厚度小于1mm 時(shí),由于玻璃特別容易斷裂,這時(shí)候已經(jīng)很難使用機(jī)械切割法了。為了防止玻璃在經(jīng)受首道切割工序之后出現(xiàn)破裂或斷裂,可能必須對(duì)切割表面進(jìn)行打磨或拋光。另外,加工后可能還必須安排清潔環(huán)節(jié)來(lái)清除可能對(duì)后續(xù)流程(例如電路形成)造成干擾的碎屑(當(dāng)玻璃用作微電子制造中的基板時(shí))。
的樣品圖.png")
對(duì)制造商而言,在加工后安排各種邊緣打磨和清潔環(huán)節(jié),無(wú)疑會(huì)額外增加制造工時(shí)和成本。這些環(huán)節(jié)也可能會(huì)對(duì)環(huán)境造成負(fù)面影響,包括產(chǎn)生不易處理的碎屑,或?yàn)榱诉M(jìn)行清潔需要耗用大量水資源。另外,如今對(duì)曲線邊緣(尤其是用于便攜式設(shè)備的 FPD)的需求量越來(lái)越大,而玻璃機(jī)械切割法對(duì)切割曲線邊緣的支持度并不高。
鑒于當(dāng)今的玻璃使用趨勢(shì),上述這些局限顯得尤為嚴(yán)峻。具體來(lái)說(shuō),目前的市場(chǎng)發(fā)展趨勢(shì)包括:制造的零件精度更高、零件的形狀和切口有時(shí)非常復(fù)雜、使用超薄(小于 1mm) 基板,以及化學(xué)強(qiáng)化玻璃開(kāi)始出現(xiàn)(機(jī)械法尚不支持切割這種玻璃)。
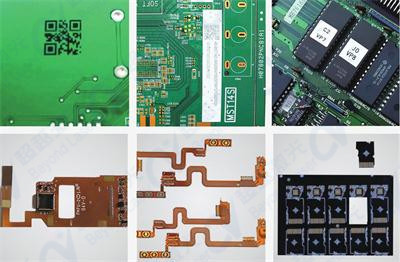
的精密加工優(yōu)勢(shì)是什么.png")
那么璃激光切割機(jī)應(yīng)用技術(shù)在精密的加工環(huán)境中,激光切割相較于傳統(tǒng)機(jī)械加工法有哪些優(yōu)勢(shì)呢?
目前,用于玻璃切割的激光技術(shù)有許多種,并且這些技術(shù)的實(shí)現(xiàn)方式多種多樣。不過(guò),所有這些玻璃激光切割技術(shù)的主要優(yōu)點(diǎn)都有一些類似之處。
首先,所有激光切割法都采用非接觸式加工工藝,大大避免了細(xì)微裂紋和碎屑的問(wèn)題。其次,激光切割法留在玻璃中的殘余應(yīng)力極小(不同切割法的殘余應(yīng)力有所不同),因而切割邊緣的強(qiáng)度更高。這一點(diǎn)非常重要,如果殘余應(yīng)力太大,那么即使在玻璃 板中心施力,往往也會(huì)導(dǎo)致玻璃邊緣發(fā)生破裂。因此,與采用機(jī)械法切割的玻璃相比,激光切割的玻璃能承受的力要大 1-2 倍。

由于很少需要(或完全不需要) 后續(xù)清潔或打磨階段的工作,激光切割還減少了工藝環(huán)節(jié)的數(shù)量。因此,雖然激光切割工作臺(tái)的投資成本比機(jī)械系統(tǒng)高,但由于不需要額外配備打磨機(jī),所以激光切割的總投資要比機(jī)械加工系統(tǒng)低。加之對(duì)后處理工作和清潔工作的需求下降,激光切割法比機(jī)械法更環(huán)保,耗用的水資源也更少 (或完全不需要耗用水資源)。 最后,有些激光切割法支持玻璃曲線切割。如今對(duì)曲線切割的需求量越來(lái)越大,尤其在手機(jī)制造行業(yè),制造商們希望生產(chǎn)幾何形狀更復(fù)雜的屏幕,包括在材料上打孔來(lái)容納按鍵、 控制鍵、LED 和相機(jī)鏡頭。更多資訊訪問(wèn)超越激光網(wǎng)站交流探討。
(本文摘自激光世界和激光制造網(wǎng))
")
微信公眾號(hào)
二維碼")
手機(jī)微網(wǎng)站




深圳市超越激光智能裝備股份有限公司 粵ICP備11096299號(hào) 安全聯(lián)盟  粵公網(wǎng)安備 44030702002291號(hào)
粵公網(wǎng)安備 44030702002291號(hào)
【免責(zé)聲明】網(wǎng)站內(nèi)容部分來(lái)自網(wǎng)絡(luò).若有侵權(quán)行為請(qǐng)告知網(wǎng)站管理員.本網(wǎng)站將立即給予刪除【版權(quán)聲明】若無(wú)告之盜用本站信息,違者必究,決不姑息!
警平臺(tái)")
![]()
證")
![]()